



| 品牌 | 鑫豐機(jī)械 | 產(chǎn)地 | 國產(chǎn) |
|---|---|---|---|
| 銷售區(qū)域 | 全國 |
TM-2818-NC強(qiáng)力數(shù)控臥式加工中心
一、機(jī)床概述
TM-2818-NC強(qiáng)力數(shù)控臥式加工中心主要針對機(jī)械制造行業(yè)和模具模胚制造行業(yè)等重切削的需求,而設(shè)計(jì)研發(fā)的。廣泛應(yīng)用于各種模具、機(jī)械制造業(yè)的半精加工和粗加工。工件在一次裝夾后可高精度、高效率的連續(xù)完成銑削平面、臺階、溝槽、復(fù)雜型面、腔體及各種孔的鉆孔、鏜孔及攻絲等多種工序的加工。具有強(qiáng)的切削能力,高的加工效率,有效降低加工制造成本。
二、機(jī)床總體布局
(注:此圖片只作為參考,不作為合同依據(jù))
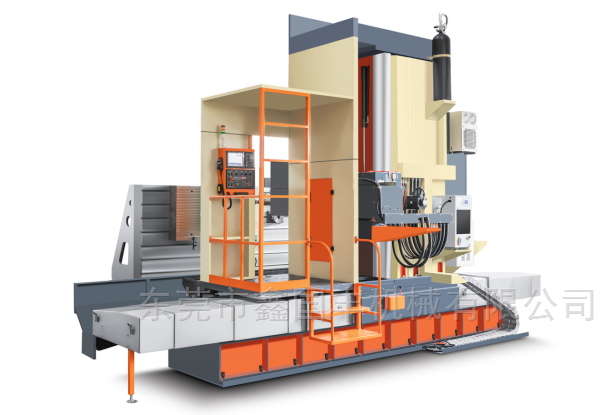
機(jī)床采用單柱動柱臥式布局。立柱安裝于底座滑臺上,滑臺帶著立柱沿著底座做縱向運(yùn)動(為X軸); 十字拖板帶著主軸箱(滑枕)沿著立柱做垂直上下運(yùn)動(為Y軸);主軸箱(滑枕)沿著十字拖板做水平運(yùn)動(為Z軸);工作臺固定于地面不動,立式工作臺(靠背支撐平臺)垂直安裝在工作臺上,沿著工作臺做水平運(yùn)動(為W軸)。
三、機(jī)床結(jié)構(gòu)特點(diǎn)
1、主軸
主軸采用中國臺灣品牌BT50-220型號,采用精密的P4級機(jī)床主軸專用軸承,軸徑加大,剛性好、扭力大、運(yùn)動穩(wěn)定性好、精度高。主軸軸承采用潤滑脂潤滑,可使主軸軸承得到恒定和可靠的潤滑,長期免保養(yǎng)。主軸采用蝶形彈簧通過四瓣爪作用于刀柄上的拉釘拉緊刀具,配備液壓打刀缸,方便裝卸刀具。主軸前端錐度部分采用分體式設(shè)計(jì),再主軸長時(shí)間使用錐孔變形后,可以單獨(dú)更換錐柄部分,恢復(fù)主軸錐孔精度。
大功率交流伺服主軸電機(jī)經(jīng)同步帶減速后傳動至主軸,滿足主軸低速時(shí)大扭矩輸出,適合強(qiáng)力重切削。
標(biāo)配主軸油冷機(jī),通過循環(huán)冷卻油為主軸提供恒溫冷卻,延長主軸的使用壽命。
2、導(dǎo)軌
機(jī)床的主要基礎(chǔ)件底座床身、工作臺、立柱、拖板、主軸箱、立式工作臺均采用HT300高強(qiáng)度鑄鐵,整體加強(qiáng)及合理的加強(qiáng)筋布置,使整機(jī)具有良好的的減震性、穩(wěn)定性,結(jié)構(gòu)強(qiáng)度和剛性高、重切削穩(wěn)定性好。大鑄件均采用先進(jìn)的熱處理時(shí)效工藝,粗加工后的二次時(shí)效處理,最大限度的消除了鑄件內(nèi)應(yīng)力,防止鑄件變形,保證了機(jī)床精度的穩(wěn)定性。
三軸采用硬軌結(jié)構(gòu),導(dǎo)軌表面經(jīng)中頻淬火后再精密研磨,導(dǎo)軌表面硬度達(dá)到HRC53±3度。滑動導(dǎo)軌面粘貼耐磨膠后經(jīng)人工鏟刮,摩擦系數(shù)低,減少機(jī)床低速爬行,定位精度好;阻尼特性好、能夠有效吸收切削振動、提高刀具切削量及耐用度。
3、主軸箱
主軸箱采用超大接觸面和布置合理的加強(qiáng)筋,保證了滑枕的抗彎抗扭剛度,適合強(qiáng)力重切削。Y/Z軸裝配新型鎖緊裝置,保證了機(jī)床重切削時(shí)的穩(wěn)定性。
4、進(jìn)給傳動系統(tǒng)
三軸傳動由伺服電機(jī)經(jīng)由精密行星減速機(jī)帶動絲桿轉(zhuǎn)動,采用中國臺灣產(chǎn)大直徑研磨雙螺母滾珠絲桿,結(jié)構(gòu)緊湊、運(yùn)動平穩(wěn)、精度高。采用進(jìn)口絲桿支撐軸承,對絲桿兩端施加預(yù)拉伸,消除熱伸長造成的精度損失,組成穩(wěn)定的高剛性機(jī)械傳動系統(tǒng)。
Y軸伺服電機(jī)帶有自動抱閘功能,在斷電的情況下,自動抱閘將電機(jī)軸抱緊,使之不能轉(zhuǎn)動,防止主軸箱斷電后下墜。
三軸行程保護(hù):伺服電機(jī)采用絕對值編碼器,由數(shù)控系統(tǒng)參數(shù)設(shè)定限位保護(hù),防止移動部件過沖,保護(hù)設(shè)備的安全。
5、立式工作臺
立式工作臺用于工件的裝夾,與工作臺上的導(dǎo)軌配合,可以根據(jù)需要通過液壓缸推動在工作臺上移動(W軸),W軸主要功能是調(diào)整工件與主軸之間的位置,根據(jù)工件不同的厚度合理進(jìn)行調(diào)整,保證刀具的切削點(diǎn)都在機(jī)床的最佳位置,最大限度利用好機(jī)床剛度。W軸在調(diào)整好位置之后,鎖緊在工作臺上,與工作臺結(jié)合成一個(gè)高強(qiáng)度的整體。在切削過程中W軸不做運(yùn)動。
6、 液壓系統(tǒng)
液壓系統(tǒng)主要包含主軸自動松夾刀、立式工作臺移動,系統(tǒng)采用集成化安裝,保證整機(jī)運(yùn)行的可靠性,方便維修保養(yǎng)
拖板(Y軸)采用氮?dú)馄胶庀到y(tǒng),響應(yīng)快、壓力變化小,無能耗,配有壓力檢測開關(guān)與Y軸進(jìn)給副鎖。
7、氣動系統(tǒng)
氣動系統(tǒng)主要有主軸吹氣(清潔主軸錐柄)、刀具冷卻已經(jīng)Y/Z軸鎖緊管路組成。
8、潤滑系統(tǒng)
X軸導(dǎo)軌與絲桿采用強(qiáng)制循環(huán)潤滑系統(tǒng),潤滑油經(jīng)由潤滑油泵后,進(jìn)入分配器,再注入到導(dǎo)軌各進(jìn)油孔處及絲桿螺母;其它部位采用稀油定量集中潤滑系統(tǒng),通過PLC程序控制,對導(dǎo)軌、絲杠部件實(shí)現(xiàn)定時(shí)定量的自動潤滑。保證潤滑及時(shí)、準(zhǔn)確、可靠、無污染。
9、自動排屑
螺旋式排屑器裝在底座側(cè)面部位,在機(jī)床端部配套鏈板式排屑機(jī),把鐵屑提升后排入鐵屑車。
10、冷卻系統(tǒng)
刀具冷卻采用壓縮空氣冷卻,氣源經(jīng)過干燥過濾處理后,從主軸箱端部噴管噴出至切削刀具,并對其進(jìn)行冷卻。也可以選裝外部冷卻液和中心出水冷卻方式對刀具進(jìn)行冷卻(特殊選配附件)。
四、主要技術(shù)參數(shù)
工作臺 | 工作臺尺寸 | MM | 2800X1500 |
T型槽規(guī)格 | MM | 36X320 | |
工作臺承重 | T | 無限承重 | |
立式工作臺尺寸 | MM | 2800X1400 | |
立式工作臺T型槽規(guī)格 | MM | 22X160 | |
加工范圍 | 立柱行程(X軸) | MM | 2900 |
拖板行程(Y軸) | MM | 1800 | |
主軸箱行程(Z軸) | MM | 800 | |
立式工作臺行程(W軸) | MM | 800 | |
主軸端面到工作臺側(cè)面 | MM | -680~120 | |
主軸中心到工作臺面 | MM | 50~1850 | |
主軸 | 主軸套筒直徑 | MM | 220 |
錐孔(7:24) | BT50 | ||
拉釘規(guī)格 | MAS403P50T-1(45°) | ||
主軸轉(zhuǎn)速 | RPM | 3000 | |
最大輸出扭矩 | NM | 574(額定)/700(30分鐘) | |
快速進(jìn)給速度 | X軸 | MM/Min | 7500 |
Y軸 | MM/Min | 7500 | |
Z軸 | MM/Min | 4500 | |
切削進(jìn)給速度 | X軸 | MM/Min | 5000 |
Y軸 | MM/Min | 5000 | |
Z軸 | MM/Min | 3000 | |
電機(jī)功率 | X軸電機(jī) | kW | 7 |
Y軸電機(jī) | kW | 4 | |
Z軸電機(jī) | kW | 3 | |
主軸電機(jī) | kW | 45(額定1500轉(zhuǎn)) | |
刀庫 (可選配) | 刀庫容量 | 40T | |
刀具最大直徑/鄰空位 | MM | Φ125/Φ250 | |
刀具最大長度 | MM | 500 | |
刀具最大重量 | KG | 35 | |
外形尺寸 | 長X寬X高 | MM | 7600*5400*5100 |
整機(jī)毛量 | T | 35±8% | |
五、主要部件配置
名稱 | 品牌/規(guī)格 | 備注 | |
高強(qiáng)度灰鑄鐵 | HT-250~300 | ||
三軸導(dǎo)軌 | 硬性滑動導(dǎo)軌 | HRC53±5 | |
滾珠絲桿 | X軸 | LEK/TBI 8020\C5 | 中國臺灣品牌 |
Y軸 | LEK/TBI 6320\C5 | 中國臺灣品牌 | |
Z軸 | LEK/TBI 5010\C5 | 中國臺灣品牌 | |
主軸 | 鑫豐 BT50-220 | 中國臺灣鑫豐 | |
伺服減速機(jī) | 世協(xié)\精密行星減速機(jī) | 中國臺灣品牌 | |
數(shù)控系統(tǒng) | 發(fā)那科 0i MF | 日本品牌 | |
伺服電機(jī) | 發(fā)那科 | 日本品牌 | |
主軸電機(jī) | 華宏 | 國產(chǎn)品牌 | |
其它主要電器 | 施耐德 | 法國品牌 | |
拉刀器 | 尚品 | 中國臺灣品牌 | |
主要軸承 | NSK/NACHI | 日本品牌 | |
刀盤\刀桿 | 欣億昌63mm | 中國臺灣品牌 | |
Y\Z軸導(dǎo)軌鎖緊 | 標(biāo)配 | ||
Y軸平衡缸 | 標(biāo)配 | ||
半包圍鈑金 | 標(biāo)配 | ||
防護(hù)罩 | 耐特精機(jī) | ||
螺旋式排屑機(jī) | 鑫豐 | ||
鏈板式排屑機(jī) | 銓冠 | ||
主軸油冷機(jī) | 標(biāo)配 | ||
電柜空調(diào) | 銓冠 | ||
風(fēng)冷 | 標(biāo)配 | ||
三色燈 | 標(biāo)配 | ||
照明系統(tǒng) | 標(biāo)配 | ||
注:因供貨期/技術(shù)改進(jìn)等原因,制造廠家保留更換同等品牌的權(quán)利。
六、安裝環(huán)境
1. 電源\氣源部分:
動力電源:AC380V±10%
電源總功率:68KVA
電源頻率:50HZ±1%,三相
要求有良好的接地,推薦每臺機(jī)床單獨(dú)接地,接地導(dǎo)線為銅質(zhì)導(dǎo)線
氣 源:6kg/c㎡經(jīng)適當(dāng)干燥處理
2.使用環(huán)境條件:
相對濕度:≤75%
環(huán)境溫度:5℃-40℃
溫度變化:≤1.1℃/min
空氣介質(zhì):無腐蝕性介質(zhì)
避免陽光直射機(jī)床
光線充足,通風(fēng)良好
遠(yuǎn)離震源、熱源和熱流
機(jī)床在上述工作環(huán)境下,長期穩(wěn)定工作。
七、機(jī)床精度
按照國標(biāo)GBT 19362.1-2003中規(guī)定的檢驗(yàn)方法,達(dá)到如下精度視為合格。
X軸向直線度和平行度:0.025MM/1000MM,每增加1000MM增加0.02MM
Y軸向直線度和平行度:0.03MM/1000MM,每增加1000MM增加0.025MM
各軸之間垂直度:0.025毫米/400毫米;
定位精度: 0.03MM/500MM
重復(fù)定位精度: ±0.02MM
主軸軸向跳動0.008MM
主軸的徑向跳動0.003MM
機(jī)床的聯(lián)動加工圓的正圓度 ±0.04mm\500MM
八、機(jī)床的驗(yàn)收:
機(jī)器生產(chǎn)好后乙方通知甲方前來預(yù)驗(yàn)收機(jī)器。因甲方原因超過30天不能驗(yàn)收機(jī)器或者驗(yàn)收后不接收貨的,視為甲方放棄本合同。乙方通知甲方方式包括書信、傳真、短信、電郵等方式。郵件送達(dá)甲方郵箱或者短信發(fā)送成功視為乙方已通知到甲方。如甲方放棄本合同,所交款項(xiàng)不得退還,并承擔(dān)相關(guān)責(zé)任。
1、 驗(yàn)收程式:
A.機(jī)床制造完畢,乙方通知甲方在乙方公司進(jìn)行預(yù)驗(yàn)收。驗(yàn)收合格后,雙方簽字,方可
發(fā)貨。預(yù)驗(yàn)收由乙方組織,并提供相關(guān)工具及材料。
B.機(jī)床在甲方公司按照調(diào)試好后,在買方工廠進(jìn)行終驗(yàn)收。驗(yàn)收合格后,甲方簽收驗(yàn)收單。終驗(yàn)收由甲方組織,并提供相關(guān)工具及材料。按乙方標(biāo)準(zhǔn)試件進(jìn)行切削試驗(yàn)。試件及刀具由乙方提供。
C、如果甲方放棄預(yù)驗(yàn)收或者終驗(yàn)收,則視同預(yù)驗(yàn)收合格。
2、 驗(yàn)收內(nèi)容:
按照乙方的提供機(jī)床驗(yàn)收書標(biāo)準(zhǔn)。逐項(xiàng)對機(jī)床性能以及幾何精度、工作精度、機(jī)床配置、機(jī)床外觀等進(jìn)行確認(rèn)。
3. 檢驗(yàn)條件及檢驗(yàn)方法必須達(dá)到乙方要求和相關(guān)行業(yè)慣例的檢驗(yàn)方法和檢驗(yàn)條件,驗(yàn)收標(biāo)準(zhǔn)見乙方《機(jī)床驗(yàn)收書》。
4. 機(jī)床到甲方公司經(jīng)乙方安裝調(diào)試OK后,甲方應(yīng)當(dāng)在一周內(nèi)組織雙方驗(yàn)收,因甲方原因逾
期拒不組織雙方驗(yàn)收的,視為機(jī)床合格。
5. 如甲方對機(jī)床的品質(zhì)有異議,在10日內(nèi)書面向乙方提出。甲方不得繼續(xù)使用機(jī)床,否則
視為機(jī)床合格。先委托質(zhì)量技術(shù)檢驗(yàn)部門對約定項(xiàng)目的精度進(jìn)行檢驗(yàn)。如結(jié)果達(dá)到國家標(biāo)
準(zhǔn)視為合格。
九、 運(yùn)輸及安裝
1、 機(jī)床運(yùn)輸和安裝調(diào)試由乙方負(fù)責(zé)。甲方全面負(fù)責(zé)機(jī)器卸機(jī),就位等相關(guān)問題。機(jī)床預(yù)驗(yàn)收合格后,乙方對機(jī)床進(jìn)行整體裸裝運(yùn)輸。
2、 機(jī)床到貨前,甲方負(fù)責(zé)設(shè)備安裝前的準(zhǔn)備工作,包括:機(jī)床運(yùn)轉(zhuǎn)所需的潤滑油、液壓油、10號主軸油、清洗油、抹布、澆灌地基、基礎(chǔ)輔助設(shè)備的準(zhǔn)備、機(jī)床動力電源、以及終驗(yàn)收所需的材料等工作。
3、 甲方機(jī)器就位好后,乙方人員負(fù)責(zé)安裝調(diào)試。甲方負(fù)責(zé)乙方工作人員的食宿。
4、 甲方要嚴(yán)格按照相關(guān)行業(yè)標(biāo)準(zhǔn),請建筑設(shè)計(jì)單位根據(jù)甲方地質(zhì)狀態(tài)及乙方提供的機(jī)床重量和外形圖相關(guān)尺寸。設(shè)計(jì)詳細(xì)的機(jī)床地基施工圖,并于交貨前提前20天完成施工。不按要求做地基基礎(chǔ)而影響機(jī)床的精度不在乙方責(zé)任之內(nèi)。
十、售后服務(wù)
1、 技術(shù)服務(wù):乙方對甲方的操作人員進(jìn)行機(jī)床操作和保養(yǎng)培訓(xùn)。培訓(xùn)時(shí)間不超過5天。
2、 保修期:機(jī)床的保修期為安裝調(diào)試合格后12個(gè)月。凡由于設(shè)計(jì)、制造、零配件質(zhì)量問題引起的故障,乙方免費(fèi)維修。保修期過后乙方提供終身有償維修服務(wù)。
3、 技術(shù)指導(dǎo):機(jī)床運(yùn)行后,乙方提供長期的技術(shù)支持!如出現(xiàn)甲方無能力處理的問題時(shí),在接到甲方書面通知后24小時(shí)內(nèi)進(jìn)行技術(shù)指導(dǎo)支持,必要時(shí)48小時(shí)內(nèi)派出售后服務(wù)人員到達(dá)甲方工廠進(jìn)行現(xiàn)場處理。
4、 不按行業(yè)要求操作機(jī)床或者人為損壞或自然災(zāi)害等不可抗拒力量損壞不在保修范圍。
本協(xié)議一式二份,甲乙雙方各持一份。
.png")
2.png")




東莞市鑫國豐機(jī)械有限公司(www.bjjnddwhg.com)版權(quán)所有
備案號:粵ICP備09117467號 技術(shù)支持:機(jī)床商務(wù)網(wǎng) GoogleSitemap 管理登陸






 在線客服1號
在線客服1號